The Electronic Eye (E-Eye) is a visual analysis system that evaluates product visual characteristics objectively, repeatably, and independently from human perception. Utilizing high-resolution imaging and image processing software, it analyzes parameters such as color, shape, and surface texture by converting them into numerical data.
The instrument is employed in quality control processes across food, pharmaceutical, and cosmetic industries, detecting subtle differences imperceptible to the human eye and supporting product consistency and regulatory compliance. By eliminating the subjectivity of sensory evaluation, it introduces measurable and comparable data into quality control workflows.
With rapid measurement capability, it stands out as an efficient quality control tool in production environments or laboratory settings.
Technical Specifications
| Measurement Parameters | Color, shape, surface roughness |
|---|---|
| Operating Principle | High-resolution camera + image processing software |
Applications
- Color and surface quality control in food products
- Shape and pattern inspection of pharmaceutical tablets
- Visual quality assessment of cosmetic products







 Dehidre Medyalar
Dehidre Medyalar  Petrifilm Hazır Besi Yerleri
Petrifilm Hazır Besi Yerleri  MicroFast Hazır Besi Yerleri
MicroFast Hazır Besi Yerleri  Xebios Diagnostics Hazır Besi Yerleri
Xebios Diagnostics Hazır Besi Yerleri  Mikrobiyolojik Hızlı Testler
Mikrobiyolojik Hızlı Testler  Hava Örnekleme Cihazı
Hava Örnekleme Cihazı  Numune Homojenizasyon Cihazları
Numune Homojenizasyon Cihazları  Numune Torbaları
Numune Torbaları 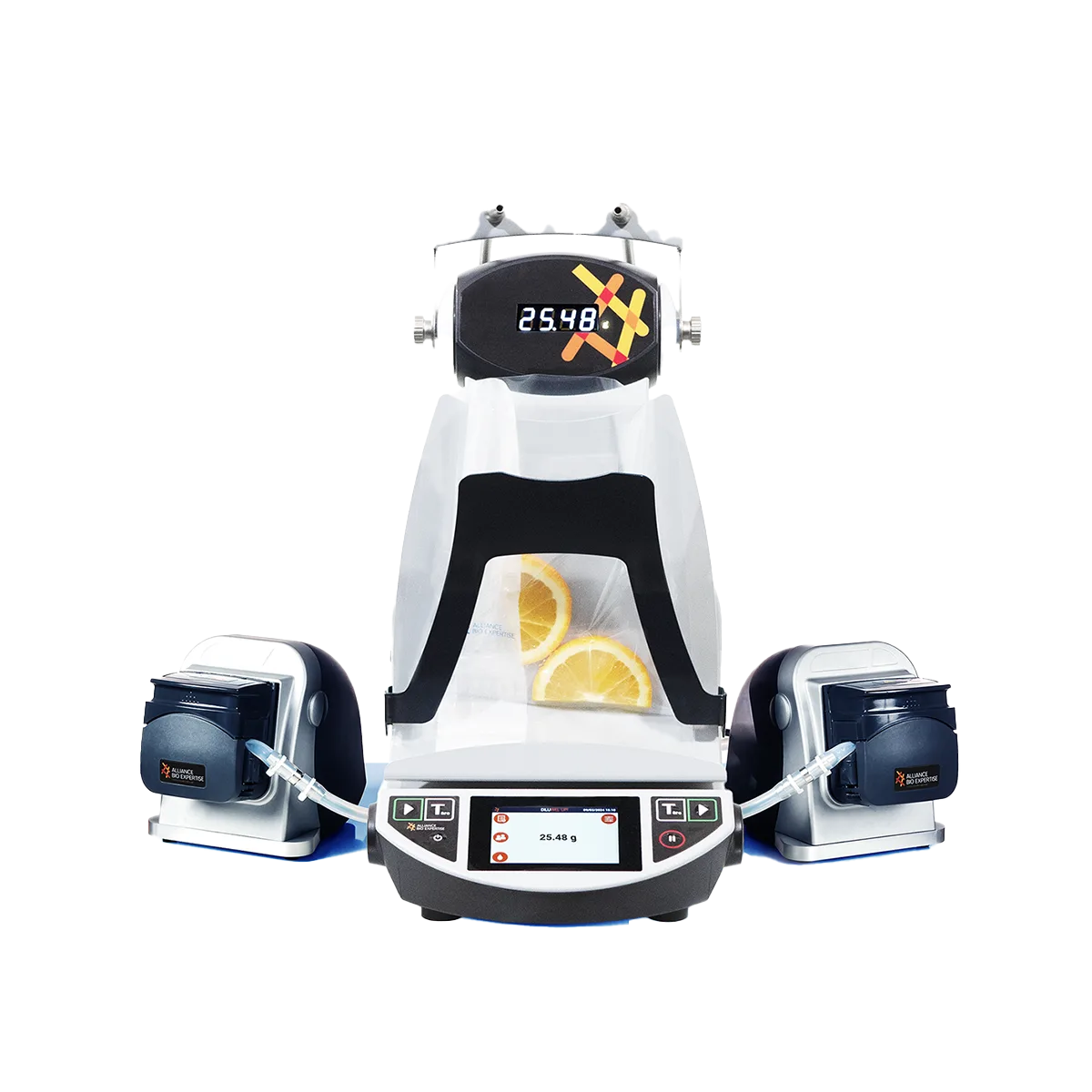 Otomatik Dilüsyon Hazırlama Üniteleri
Otomatik Dilüsyon Hazırlama Üniteleri  Steril Dilüsyon Çözeltileri ve Özel Swab Sistemleri
Steril Dilüsyon Çözeltileri ve Özel Swab Sistemleri  Membran Filtrasyon Sistemi
Membran Filtrasyon Sistemi  Vorteks Mikser
Vorteks Mikser  İnkübatör
İnkübatör  Fanlı İnkübatör
Fanlı İnkübatör  Soğutmalı İnkübatör
Soğutmalı İnkübatör  Peltier İnkübatör
Peltier İnkübatör  CO2 İnkübatör
CO2 İnkübatör  BOI inkübatör
BOI inkübatör  Koloni Sayım Cihazları
Koloni Sayım Cihazları  Patojen ve Toksin Test Kitleri
Patojen ve Toksin Test Kitleri  Real Time PCR
Real Time PCR 
 Hijyen Kontrol ve İzleme Sistemleri
Hijyen Kontrol ve İzleme Sistemleri  Otomatik Besiyeri Dolum Üniteleri
Otomatik Besiyeri Dolum Üniteleri  Otomatik Besiyeri Hazırlama Üniteleri
Otomatik Besiyeri Hazırlama Üniteleri  Bunzen Beki
Bunzen Beki  Otoklav
Otoklav  Sıcaklık - Sterilizasyon Kontrol İndikatörleri
Sıcaklık - Sterilizasyon Kontrol İndikatörleri  UV Sterilizasyon Lambaları
UV Sterilizasyon Lambaları  Laminar Akış Kabinleri
Laminar Akış Kabinleri  Tip I Biyogüvenlik Kabinleri (BSL-1)
Tip I Biyogüvenlik Kabinleri (BSL-1)  Elektronik pipetler
Elektronik pipetler  Otomatik pipetler
Otomatik pipetler  Petri Kapları ve diğer sarflar
Petri Kapları ve diğer sarflar 

 Aflatoksin - Strip Testler
Aflatoksin - Strip Testler  Aflatoksin - Elisa Kitler
Aflatoksin - Elisa Kitler  Aflatoksin Immuno Affinity Kolon
Aflatoksin Immuno Affinity Kolon  Katı Mikotoksin Standartları
Katı Mikotoksin Standartları  Alerjen - Strip Testler
Alerjen - Strip Testler  Alerjen - Elisa Kitler
Alerjen - Elisa Kitler  GDO - Strip Testler
GDO - Strip Testler  GDO - Elisa Kitler
GDO - Elisa Kitler  GDO PCR Kitleri
GDO PCR Kitleri  GDO Sarf Malzemeler
GDO Sarf Malzemeler  Antibiyotik Test Kiti
Antibiyotik Test Kiti  Özel Kabinler
Özel Kabinler  Sitotoksik Güvenlik Kabinleri
Sitotoksik Güvenlik Kabinleri  AFG Scientific
AFG Scientific  Enzim
Enzim  Kimyasallar
Kimyasallar  Hücre Kültürü
Hücre Kültürü  Nükleik Asit Saflaştırma
Nükleik Asit Saflaştırma  PCR
PCR  Western Blotting
Western Blotting  Biyokimya Analizörleri
Biyokimya Analizörleri  Elisa Plate Okuyucular
Elisa Plate Okuyucular  Elisa Plate Yıkayıcılar
Elisa Plate Yıkayıcılar  Covid 19 testleri
Covid 19 testleri  Kalibrasyon Standartları ve Çözeltileri
Kalibrasyon Standartları ve Çözeltileri  ChemWell ichem Kitleri
ChemWell ichem Kitleri  Örnek Saklama Kutuları ve Kapları
Örnek Saklama Kutuları ve Kapları 
 Ambalaj İçerisinden Gaz Analizleri (MAP)
Ambalaj İçerisinden Gaz Analizleri (MAP)  Anne Sütü Analiz Cihazı
Anne Sütü Analiz Cihazı  Çikolata Temperleme Ölçüm Cihazı
Çikolata Temperleme Ölçüm Cihazı  Fotometre Cihazları
Fotometre Cihazları  Kızartma yağı testleri
Kızartma yağı testleri  Nem Ölçüm Cihazları
Nem Ölçüm Cihazları  Silt Yoğunluk İndeksi (SDI) Test Cihazları
Silt Yoğunluk İndeksi (SDI) Test Cihazları  Su Aktivitesi (aw) Ölçüm Cihazı
Su Aktivitesi (aw) Ölçüm Cihazı  Su Sertliği
Su Sertliği  Süt Analiz Cihazı
Süt Analiz Cihazı  Türbidimetre Cihazları
Türbidimetre Cihazları  Atomik Absorpsiyon Spektrofotometresi (AAS)
Atomik Absorpsiyon Spektrofotometresi (AAS)  FT-NIR Spektrofotometre
FT-NIR Spektrofotometre  Ksenon Spektrofotometre
Ksenon Spektrofotometre  Raman Spektrometresi
Raman Spektrometresi  UV-Vis Spektrofotometre
UV-Vis Spektrofotometre  X-Işını Difraksiyon Cihazı (XRD)
X-Işını Difraksiyon Cihazı (XRD)  Abbe Refraktometre
Abbe Refraktometre  Asit Ölçerler
Asit Ölçerler  Dijital El Tipi Refraktometre
Dijital El Tipi Refraktometre  Dijital Refraktometre
Dijital Refraktometre  El Tipi Refraktometre
El Tipi Refraktometre  IR Refraktometre
IR Refraktometre  Palette Serisi Refraktometre
Palette Serisi Refraktometre  PEN Serisi Refraktometre
PEN Serisi Refraktometre  Özel Ölçüm Refraktometreleri
Özel Ölçüm Refraktometreleri  Polarimetre Cihazları
Polarimetre Cihazları  In-line Refraktometre
In-line Refraktometre  Çözünmüş Oksijen Ölçer (DO Metre)
Çözünmüş Oksijen Ölçer (DO Metre)  İletkenlik Ölçerler
İletkenlik Ölçerler  İyon Seçici Elektrotlar (ISE)
İyon Seçici Elektrotlar (ISE)  Multimetre Cihazları
Multimetre Cihazları  ORP-Redoks Ölçüm Cihazları
ORP-Redoks Ölçüm Cihazları  pH Metreler
pH Metreler  TDS Ölçüm Cihazları
TDS Ölçüm Cihazları  İyon Kramotografi
İyon Kramotografi  Randall Ekstraksiyon Sistemleri
Randall Ekstraksiyon Sistemleri  Soxhlet Ekstraksiyon Sistemleri
Soxhlet Ekstraksiyon Sistemleri  Karl Fischer Titratörleri
Karl Fischer Titratörleri  Akış Sitometresi
Akış Sitometresi  Elektroforez Sistemleri
Elektroforez Sistemleri  Kjeldahl Azot – Protein tayin sistemi
Kjeldahl Azot – Protein tayin sistemi 
 Aerosol Partikül Sayım Cihazları
Aerosol Partikül Sayım Cihazları  Elek Analiz Cihazı
Elek Analiz Cihazı  Karbon Siyahı Miktar Tayin Cihazı
Karbon Siyahı Miktar Tayin Cihazı  Parçacık Boyut Analizörü
Parçacık Boyut Analizörü  Renk Tayin Cihazları
Renk Tayin Cihazları  Optik Mikroskoplar
Optik Mikroskoplar  Taramali Elektron Mikroskobu (SEM)
Taramali Elektron Mikroskobu (SEM)  İletim Elektron Mikroskobu (TEM)
İletim Elektron Mikroskobu (TEM)  Diferansiyel Tarama Kalorimetre (DSC)
Diferansiyel Tarama Kalorimetre (DSC)  Rheometre Cihazları
Rheometre Cihazları  Surface Plasmon Resonance (SPR) Sistemleri
Surface Plasmon Resonance (SPR) Sistemleri  Termal Gravimetrik Analiz (TGA)
Termal Gravimetrik Analiz (TGA)  Hücre Sayım Cihazları
Hücre Sayım Cihazları  Kaset ve Kitler
Kaset ve Kitler  Reagent ve Sarflar
Reagent ve Sarflar  Somatik Hücre Sayım Cihazları
Somatik Hücre Sayım Cihazları  PEN Serisi Refraktometreler
PEN Serisi Refraktometreler  In-line Refraktometreler
In-line Refraktometreler  Elektronik Burun (E-Nose)
Elektronik Burun (E-Nose)  Elektronik Dil (E-Tongue)
Elektronik Dil (E-Tongue)  Elektronik Göz (E-Eye)
Elektronik Göz (E-Eye)  Sedimentasyon Analiz Cihazları
Sedimentasyon Analiz Cihazları  Gaz Piknometresi
Gaz Piknometresi  Erime Noktası Tayin Cihazı (Melting Point)
Erime Noktası Tayin Cihazı (Melting Point)  Erime Akış İndeksi (MFI) Tayin Cihazı
Erime Akış İndeksi (MFI) Tayin Cihazı  Penetrometer
Penetrometer  Tekstür Analiz Sistemi
Tekstür Analiz Sistemi 
 Azotlu Sistem Etüv
Azotlu Sistem Etüv  Klimatik Test Kabini
Klimatik Test Kabini  İnkübatör
İnkübatör  Su Banyosu
Su Banyosu  Yağ Banyosu
Yağ Banyosu  Soğutmalı – Isıtmalı Sirkülasyonlu Su Banyosu
Soğutmalı – Isıtmalı Sirkülasyonlu Su Banyosu  Hot Plate – Isıtıcı Plakalar
Hot Plate – Isıtıcı Plakalar  Manyetik Karıştırıcılar
Manyetik Karıştırıcılar  Blok Isıtıcılar (Heating Block)
Blok Isıtıcılar (Heating Block)  Balon Isıtıcılar
Balon Isıtıcılar  Kül Fırını
Kül Fırını  Rotary Evaporatör
Rotary Evaporatör  Laboratuvar Tipi Buzdolabı
Laboratuvar Tipi Buzdolabı  Derin Dondurucu (-25°C)
Derin Dondurucu (-25°C)  Düşük Sıcaklıklı Derin Dondurucu (-40°C)
Düşük Sıcaklıklı Derin Dondurucu (-40°C)  Ultra Düşük Sıcaklıklı Derin Dondurucu (-86°C)
Ultra Düşük Sıcaklıklı Derin Dondurucu (-86°C)  Kriyojenik Dondurucu (-164°C)
Kriyojenik Dondurucu (-164°C)  Mekanik Karıştırıcı
Mekanik Karıştırıcı  Homojenizatör
Homojenizatör  Stomacher Blender
Stomacher Blender  Rotatörler
Rotatörler  3D Çalkalayıcı
3D Çalkalayıcı  Linear Çalkalayıcı
Linear Çalkalayıcı  Orbital Çalkalayıcı
Orbital Çalkalayıcı  Tüp Çalkalayıcı
Tüp Çalkalayıcı  Santrifüj Cihazları
Santrifüj Cihazları  Gerber Santrifüj
Gerber Santrifüj  Pipet uçları
Pipet uçları  Otomatik Büret
Otomatik Büret  Sirkülatör
Sirkülatör  Diyafram Pompası
Diyafram Pompası  Otomatik Titratörler
Otomatik Titratörler  Analitik Teraziler
Analitik Teraziler  Distile - Deiyonize - Saf Su Cihazları
Distile - Deiyonize - Saf Su Cihazları  Termometreler
Termometreler  Nem Ölçerler
Nem Ölçerler  Gürültü Ölçerler
Gürültü Ölçerler  Işık Şiddeti Ölçerler – Luxmetre
Işık Şiddeti Ölçerler – Luxmetre  Hava Hızı – Anemometre
Hava Hızı – Anemometre  Kimyasal Saklama Dolabı
Kimyasal Saklama Dolabı  Sıvı Azot Saklama Tankı
Sıvı Azot Saklama Tankı  Dewar Kapları
Dewar Kapları  Desikatör Kabinleri
Desikatör Kabinleri  Laboratuvar Tipi Yıkama Cihazları
Laboratuvar Tipi Yıkama Cihazları  Ultrasonik Banyo
Ultrasonik Banyo  Dezenfektanlar
Dezenfektanlar  Test Ölçü Ve Kontrol Sistemleri
Test Ölçü Ve Kontrol Sistemleri